










































長さを細かく測定したい時、精度も高く正確な「マイクロメーター」がよく使われます。
しかし、実際にマイクロメーターを読もうとすると、目盛りが2つありよくわからなくなってしまう方も多いです。
間違った読み方をしてしまうと、せっかく測っても誤差が出てしまいます。
こちらでは、初めてマイクロメーターを使う方もわかりやすいように解説していきます。
マイクロメーターとは?
ノギスなどと同じように、製造などで使用するものの長さを正確に測ることができる機器を、マイクロメーターと呼びます。
どこまで細かく正確に測れるかというと、その名の通りマイクロメートル(μm)0.001mm単位までわかる優れものです。
おおまかにではなく、細かく測りたい時にはピッタリな機器です。
物の長さを測る場合、よくノギスも使われますが精度には限界があります。
精度に不安を感じる時には、マイクロメーターを使えばより正確になり安心です。
副尺付き
細かくしっかりと測定値を読み込みたい場合は、副尺付きがおすすめです。
一般的なマイクロメータの最小目盛は0.01mmで、副尺付きだと0.001mm単位で測定値を読み取れます。
デジタル表示
目盛がすぐにわかる、デジタル表示のマイクロメーターもあります。
最小単位0.001mmが一般的です。
ダイアルゲージ付き
同じものを大量に検査するときに、ダイアルゲージ付きがおすすめです。
ねじが短いのも特徴
マイクロメーターは、高精度に加工された「ねじ」を回すことで正確な長さを測っています。
そのため、ねじが長すぎると、その分ブレも生じ精度が落ちてしまいます。
測定の範囲は短く、25mmに設定されているので覚えておきましょう。
それ以上の長さを測定したい場合は、追加で用意しなければなりません。
0~50mmの範囲を測りたい時には、0~25mmのマイクロメーターのほかに、25~50mmのマイクロメーターも必要です。
ミツトヨのマイクロメーターはこちら
ミツトヨ 単体形デプスマイクロメータ DMS 128-101
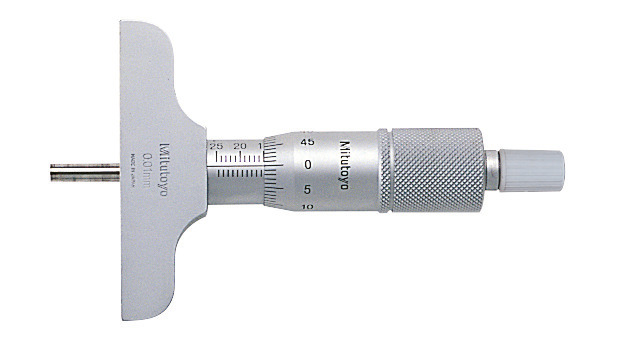
特長
- スピンドルの直径:φ4mm
- クランプ付き
- 定圧装置付き
仕様
| 符 号 | DMS60-25 |
|---|---|
| コードNo. | 128-101 |
| 測定長 | 0〜25mm |
| 最小表示量 | 0.01mm |
| ベース面寸法 | 63.5×16mm |
おすすめのマイクロメーターを買うなら測定工房!
測定工房ヤフー店なら、お探しのマイクロメーターが見つかります!
まずは下記の「商品一覧ページはこちら」より、マイクロメーターの商品一覧ページをご覧ください。

測定工房のメリット
- 測定のプロが厳選した3000種類以上の商品から比較できる
- 画像と説明つきでわかりやすい
- 4,000円以上のお買い上げで送料無料
-

-
《おすすめ》マイクロメーター3選!
マイクロメーターは、モノの厚みや寸法などを正確に知りたい時に重宝するアイテムです。 本記事で、マイクロメーター選びのポイント、おすすめの製品をご紹介していきます。 性能が良いマイクロメーターをお探しの ...

マイクロメーターの各部の名称
マイクロメーター(替ロッド形デプスマイクロメータ)の各部の名称をご紹介します。
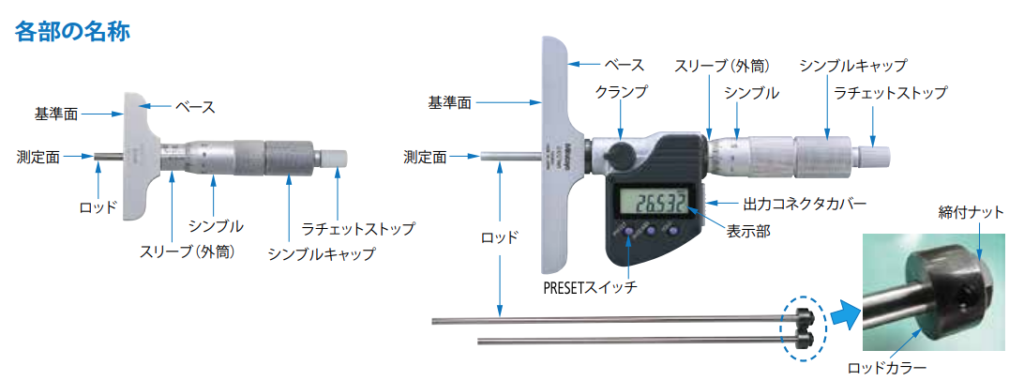
ミツトヨ:測定工具 ワンポイントチェック(替ロッド形デプスマイクロメータ 18ページ参照)
https://www.mitutoyo.co.jp/public/cms-assets/about-metrology/knowledge/pdf/12024.pdf
マイクロメーターの測定準備をする
正確な長さを知るためにも、測定を行う時には準備が必要です。
せっかく読み込んでも準備が不足していれば、長さがズレてしまいます。
温度の管理
モノの体積は変わりやすいため、温度管理はしっかりとしなければなりません。
熱膨張によって体積が変わってしまうと、正確な寸法を測れなくなってしまいます。
同じモノだからといって、温度が異なればその分結果も違います。
熱すぎても寒すぎてもダメで、測定時は20℃がベストです。
ISO(国際標準化機構)でも理想の標準温度を20℃としています。
何回も測定する場合、誤差が出ないようにするためにも、はじめに測った時の温度をメモしておきましょう。
そして次に測る時も差が出ないように、同じ温度にします。
そうすれば温度の条件で大きく測定値が変わることもありません。
ゼロ地点を見ておく
何もせずすぐに測ってしまうと、目盛りがおかしい状態になっている可能性があります。
物の寸法を測る前に、アンビルとスピンドルを接触させた時に目盛りがどうなっているのか見ておきましょう。
測定した物の寸法は、測定時のメモリからゼロ点確認時の目盛りを引いたものとなります。
ゼロ地点を確認した結果は記録用紙などにメモしておくと良いでしょう。
アンビルとスピンドルを拭く
より正確な数値を知るためにも、アンビルとスピンドルを拭いておきましょう。
優しく柔らかい布で拭き、ホコリやゴミを取り除きます。
少し置いておくだけでもホコリなどが付いてしまいます。
そのまま測ってしまうと、測定誤差の原因になってしまうので清潔にしておきましょう。
-
-
マイクロメーターとは?特徴や種類について
物の寸法を測る時には、メジャーや定規などの測定工具が使われるのが一般的です。 しかし、製造業において0.1mm、0.01mm単位での精度が必要となるものでは、十分な精度とは言えません。 マイクロメータ ...

測定する物を挟んだらチェック
準備が終わり測定する物を挟んだら目盛りの読み込みに入ります。
しかし、その前にしっかりと挟まったどうかの確認が必要です。
確認せずに測ってしまうと、正しい結果が得られない可能性があります。
確認にはラチェットストップを使いながら、物を上下左右に少し動かしてみましょう。
違和感があったら、測定前にすぐ直せます。
目盛りの読み方
ここからは目盛りの読み方について説明していきます。
一見定規のようで簡単に見えますが、適切な判断が必要な場合もあるのでしっかりと覚えておきましょう。
スリーブの目盛りは0.5mm単位
スリーブ目盛りは0.5mm単位を読み取ります。
だいたいスリーブの目盛りに25、30、35と数値がありますので、近い数値からいくつ目に目盛りがきているのか読み取ります。
35という数値から目盛り4つ分のところまで来ていれば、39mmです。
これが目盛りではない隙間の場合、どちらの目盛りに近いかで判断します。
シンブルの目盛りは0.5mm以下を読む
次に0.5mm以下の部分は、どの程度の長さになっているのかを読み取ります。
こちらにも目盛りに25、30、35などと数値がありますので、そこから数値を読み取ります。
30から35に向かって2つ目盛りが進んでいれば、0.32mmということです。
スリーブとシンブルの目盛りを足す
測定値は、このスリーブとシンブルの2つを合わせたものとなります。
39mmと0.32mmを合わせると39.32mmです。
これが測定値となります。
副尺付きの場合
ほかにも、副尺付きがあれば、さらに細かく数値がわかります。
副尺では、0.001mm単位を読み取ります。
シンブルの目盛りと一致する目盛りを読み取りましょう。
こちらは2、4、6と数値が付いていますので、いくつのところに目盛りが位置しているのかを見ます。
もし4の数字に副尺目盛りがきていたら0.004mmを表しています。
副尺付きであれば、スリーブとシンブルのトータルの値に足せばOKです。
マイクロメーターのつまみの使い方
マイクロメーターの中で、スピンドルを動かす際にシンブルかラチェットストップを回します。
シンブルを使っても回せますが、測定対象物にスピンドルを当ててしまうと測ろうと思っていたものが陥没してしまう危険があります。
スピンドルが思ったよりも押し付けてしまう形になり、正確な寸法が測れなくなってしまうのです。
シンブルではなくラチェットストップを上手に利用すれば、対象のものを壊す心配もありません。
万が一対象のものに当たった状態で回してしまうと、空回りしてしまいます。
逆にそれ以上押し付けることなく、対象のものの形のまま安心して測れます。
マイクロメーターはどう持つと良い?
マイクロメーターを持つ時に、自己判断で変な位置を持ってしまうと温度が変わってしまい、正確な寸法となりません。
温度がどの程度かで、長さが変わってしまうので注意しなくてはいけません。
手も体温を持っているため、マイクロメーターには伝わりやすくなっているのです。
防熱カバーの箇所がありますので、手で持つ時にはここを持ちます。
そうすれば、マイクロメーターに熱が伝わる心配もありません。
精密に測ってくれる機器だからこそ、手の温度にも気を遣わなければいけません。
まとめ
マイクロメーターは細かく正確な寸法がわかるため便利ですが、慣れないと読み方が難しいと感じるかもしれません。
正確な数値を読み込むために、事前の測定準備や温度にも気をつけながら測定しましょう。